- Проверка и шлифование седел клапанов
- Как менять седло клапана ваз 2107
- Замена седел клапанов своими руками
- Устройство и вероятные неисправности клапанного механизма
- Чем пользоваться?
- Технология выполнения
- Обработка седла после установки
- Замена седла клапана ВАЗ
- Как поменять седло клапана: фото- видео инструкция
- Извлечение седла
- Выбор гаражных мастеров: простой и безопасный способ
- Заготовка седла клапана
- Установка нового седла
- Механическая обработка нового седла
Проверка и шлифование седел клапанов

Проверка и шлифование седел клапанов
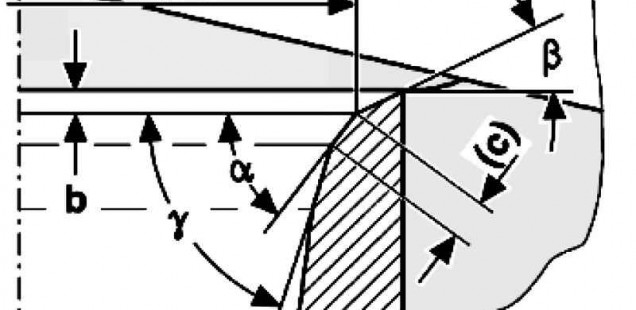
Профиль седла впускного клапана

I – новое седло;
II – седло после ремонта.
Профиль седла выпускного клапана

I – новое седло;
II – седло после ремонта.
Форма фасок седел клапанов показана на рис. Профиль седла впускного клапана и рис. Профиль седла выпускного клапана.
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел. При этом снимайте как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки.
1. Установите головку на подставку А.60353, вставьте в направляющую втулку клапана стержень А.94059 и очистите фаски седел от нагара зенкерами А.94031 и А.94092 для седел выпускных клапанов и зенкерами А.94003 и А.94101 для седел впускных клапанов. Зенкера надеваются на шпиндель А.94058 и центрируются направляющим стержнем А.94059.
Предупреждение!
Стержни А.94059 существуют двух различных диаметров: А.94059/1 – для направляющих втулок впускных клапанов и А.94059/2 для направляющих втулок выпускных клапанов.

2. Наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов или круг А.94100 для седел впускных клапанов, закрепите шпиндель в шлифовальной машинке и прошлифуйте седло клапана.
3. В момент соприкосновения круга с седлом машинка должна быть выключена, иначе возникнет вибрация и фаска будет неправильной.
4. Рекомендуется производить правку круга алмазом.
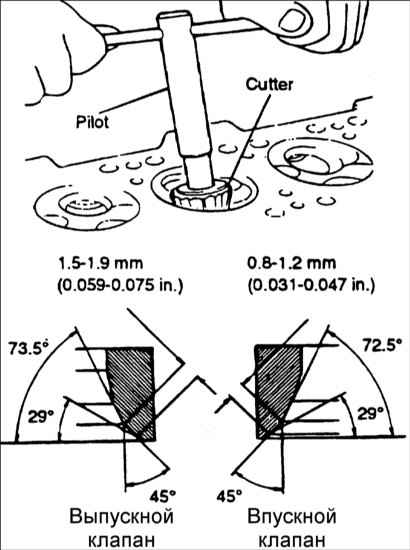
5. Для седел выпускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. Профиль седла выпускного клапана, зенкером А.94031 (угол 20°) и зенкером А.94092, которым устраняется наклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель А.94058 и, также как и при шлифовании, центрируются стержнем А.94059.

6. У седел впускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. Профиль седла впускного клапана, сначала обработав внутреннюю фаску зенкером А.94003 до получения размера диаметром 33 мм, а затем фаску 20° зенкером А.94101 до получения рабочей фаски шириной 1,9–2,0 мм.
Источник
Как менять седло клапана ваз 2107
Замена седел клапанов своими руками
Клапан необходим для герметизирования цилиндровых отсеков мотора в ходе газообмена. Особенности функционирования – запуск смеси, состоящей из горючего и воздуха с целью последующего ее сжатия. За возгоранием и выработкой газы переходят в выпускную систему, и здесь также несет ответственность клапан.
Устройство и вероятные неисправности клапанного механизма
Данный элемент работает в агрессивной среде ДВС, всегда подвержен значительным нагрузочным воздействиям динамического характера, существенному скоростному режиму и нагреванию. Для понижения преждевременного изнашивания ходовых элементов этой детали, в изготовлении ее используются чаще всего материалы, легированные никелем и хромом.
В состав входит два основных элемента:
- головка;
- стержневая часть.

Эти автомобильные узлы могут иметь головки различных форм:
На кончике стержня есть проточки конусного, фасонного или цилиндрического вида, помогающие фиксировать пружинки.
Наиболее вероятный признак отказа клапанов – понижение мощности мотора, его нестабильность в работе. Связано это с залипаниями и образованиями зазорных участков. Еще одна причина – появление нагара, который скапливается у клапана и не позволяет ему закрываться. Видимым признаком также можно считать чрезмерное выделение выхлопных дымов. Если в ДВС появились посторонние шумы – износились стержневые части и направляющие. Поэтому рассмотрим, как выполняется замена седел клапанов своими руками.

Чем пользоваться?
Такие работы подразумевают использование грубоватых инструментов
и отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.
Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.
Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.
Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем.
Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ.
Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.
Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр.
Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.
Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Обработка седла после установки
Чтобы седло работало нормально, в нем следует сделать фаску. В идеале это выполняется на токарном станке. Но можно воспользоваться уже известной шарошкой и дрелью, но возможны неточности в работе.
Нарезается три кромки – внешняя, внутренняя и по центру, для контактирования с ней клапана. После этого можно считать, что работы завершены. Клапана следует притереть и начать сборку ГБЦ.
Многих интересует вопрос, сколько стоит замена седла клапана ваз. Если рассматривать вариант только оплаты работ, то замена одного элемента вам обойдется в 500 – 700 рублей.
Замена седла клапана ВАЗ
В конструкции головки, главным элементом является седло клапана, понять это можно, детально изучив механизм работы клапана.
![]()
Главная задача седла состоит в сжатии клапана, таким образом, предотвращается возможность утечки газов, ведь контакт клапана с седлом необходимое условие работы всей системы.
Соприкосновение между деталями позволяет регулировать и отводить тепло от самой тарелки с большей эффективностью, происходит передача тепла, отходящего от клапана через само седло в ГБЦ, после чего происходит охлаждение жидкостью. В результате деятельности двигателя происходит износ некоторых деталей, в том числе приводящих к дефекту седла клапана. Происходящая разгерметизация нарушает полную теплоотдачу тарелки с седлом, после чего происходит поломка деталей полностью.
Поэтому герметичность соединений очень важная составляющая в таких вопросах, достичь такого эффекта возможно только при формировании соответствующего профиля для седла, контролирующий баланс износа деталей.
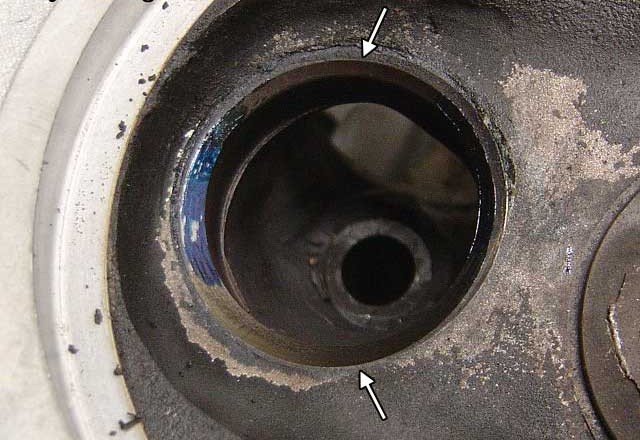
Как понять, что необходима замена седла клапана ВАЗ
Первым делом необходимо провести очистку седла и камеру двигателя, ведь под образовавшимся нагаром могут проявиться незаметные трещины. Также определить поломку камер можно по цвету, от других они будут отличаться. Поэтому по данным признакам можно определить износ седел и необходимость проведения ремонтных работ. Фактором для смены могут стать:
- Износ деталей является основной причиной замены. Проверить это возможно при помощи зенкования, при обнаружении невозможности доводки седла и его регулировании, необходимо принимать меры для смены.
- Перегар седел.
- Образование коррозии, чаще всего возникает она по наружному диаметру.
- Образование трещин в основании седла.
- При необходимости модернизации ГБЦ, которая включает в себя замену клапана или увеличение его диаметра.
Инструкция по смене клапана на авто марки ВАЗ
Для начала мы должны быть уверены, что замена необходима, весь процесс достаточно сложный, поэтому без специальных инструментов и знаний за него браться нет смысла.
Производить смену вы будете под свою ответственность, поэтому если у вас что-то не получится, придется обращаться в автовыкуп.
Первым делом производиться проверка герметичности ГБЦ, чтобы установить нет ли трещин, если все-таки вы их обнаружили, стоит сначала при помощи сварки их заделать, а только после растачивать седла.
Для извлечения седел понадобится станочное оборудование, после чего растачивать седло, пока оно не примет форму тонкого кольца, способного провернуться в гнезде. Аналогичных результатов мы добиваемся при помощи фрезы, установленной на дрель. Все работы выполняются аккуратно для предотвращения повреждений посадочного места.
При постановке нового седла используется натяг в 0,1-0,15 мм. По наружному диаметру. При этом разница температурных режимов составляет 180-200 градусов, для охлаждения седел применяется жидкий азот.
Если не будет нитрогена, можно использовать обычную холодильную камеру для охлаждения детали до 30 градусов. Далее запрессовывают очень быстро, чтобы температура не выровнялась. Для смены клапана необходимо при себе иметь:
- печку
- шарошки
- холодильную камеру
- штангециркуль
- молоток
- запрессовка
- сменные седла
Изымаем ГБЦ, промываем и очищаем от нагара и грязи. Готовим все необходимые инструменты.
Производим расчистку седла.
Перед постановкой новых седел, необходимо их разместить в холодильную камеру.
После чего стоит нагреть часть гбц примерно до 200 градусов чтобы произвести прессовку.
Вынимаем седла помещенные в морозильную камеру.
Ставим седло для опрессовки.
Ждем пока детали остынут после чего вооружившись шарошками для седел вырезаем фаску.
Все то же самое проводим на других цилиндрах.
Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
 Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
 Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
 На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
 Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
 На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Источник

