Вакуумный восковой инжектор d vwi инструкция
Пользователь
Регистрация: 12.10.2007
Сообщений: 4191
В друзьях у: 5
Голосов: 558 / 43
Пользователь
Регистрация: 16.07.2008
Сообщений: 13
В друзьях у: 0
Голосов: 0 / 0
Пользователь
Регистрация: 17.08.2006
Откуда: каспийск
Сообщений: 762
В друзьях у: 0
Голосов: 1 / 0
| Цитата |
|---|
| хотела услышать отзывы «коллег» . если отзовутся — задать пару вопросов. Вроде умная,дорогая машина; человеческий фактор в изготовлении восковок почти отсутствует, а проблемы все те же, что и при эксплуатации «вульгарного» инжектора |
Пользователь
Регистрация: 12.10.2007
Сообщений: 4191
В друзьях у: 5
Голосов: 558 / 43
Пользователь
Регистрация: 17.08.2006
Откуда: каспийск
Сообщений: 762
В друзьях у: 0
Голосов: 1 / 0
ну эт вроде ясно всё.
bazzl,что значит «все сечения падают»?
а главный вопрос производительность. восковка на время вакуумирования — дольше. но брака меньше(или не так уж меньше?)если в среднем на «вульгарном» 300-500 восковок в день.на ентом сколько?
Пользователь
Регистрация: 12.10.2007
Сообщений: 4191
В друзьях у: 5
Голосов: 558 / 43
Пользователь
Регистрация: 12.10.2007
Сообщений: 4191
В друзьях у: 5
Голосов: 558 / 43
Для начала, надо маршрут составить.
Модель (модельер) — резинка (резчик) — инжектор (вак — не вак) — воск (навалом) — восковщица (без комментариев) — восковка.
1)Модельерами пускай милиция занимается (шутка)
2)Резчик резины — резинка. 
Во-первых, так разрезать, чтобы по резьбе воздух не натекал. Чистенько, без задиров, учитывая направление сжатия формы прижимом.
Во-вторых, всячески избегать резать по нормали к прижиму. Прижим эту резьбу не прижмет, а откроет, да еще атмосферное давление добавит деформаций. И будет облой. Этот момент особо раздражает, так как часто (изнутри пустой печатки силикон выдернуть) без таких резов не обойтись.
И т/д. А комментарии будут?
Пользователь
Регистрация: 16.07.2008
Сообщений: 13
В друзьях у: 0
Голосов: 0 / 0
Из достоинств — на порядок лучше проливаются высокие тонкие буквицы, остро разделанные закрепки, ребрышки и пр. Без выпоров. Без талька. Кроме слипающихся геометрий. Тут без талька (крахмала) не обойтись.
—— Полностью согласна с bazzl. Проводили опыты с тонкими ажурными изделиями, на обычном сделать восковку не возможно, на вакууме легко.
Если правильно подобрать режимы, то ни облоя, ни недолива нет.
Вопрос к bazzl, что значит воск «кипит»?;
Про сечения я более менее поняла. ;
Восковка делается дольше — опять же вакуумирование, лично я делаю в среднем где-то 280 восковок в день, без брака(который все же есть) могла бы больше.
—- У меня одна проблема — пузыри в восковке, как внутренние, так и поверхностные. Сейчас воскую кольца, пузыри собираются всегда в одном и том же месте — где сходятся 2 потока воска.
bazzl, что,вы,на это скажете ?
Источник
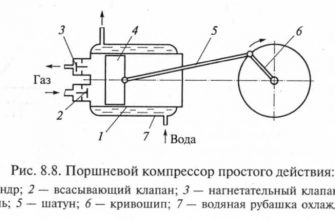
Восковой вакуумный инжектор D-VWI1
Восковой вакуумный инжектор. Насос и компрессор в комплект не входит.
Напряжение 220v 50/60hz
Мощность 650w
Рабочее давление 0.3-0.7 Mpa
Термометр 40-99.9℃, +/-0.1℃
Загрузка воска 3.2 кг
Габариты 520*400*470 мм
Вес 20 кг. Новые партии синего цвета.
Поделитесь Вашим мнением!
5 из 5 звёзд
А что Вы думаете?
Что говорят другие:
Вопрос
jewellery.art@mail.ru – 14 сентября, 2017
добрый день ! можно подробнее узнать о контроле давления воздуха в данном инжекторе?

Admin Семен – 14 сентября, 2017
Здравствуйте. На инжекторах предыдущего поколения, контроль давления в камере осуществлялся с помощью автоклампа . В этом инжекторе он встроенный.
jewellery.art@mail.ru – 14 сентября, 2017
получается давление в камере выставляется на цифровой панели сверху? и держится автоматически на заданном уровне?
Admin Семен – 14 сентября, 2017
Все правильно, выставляется величина давления воздуха, с которой воск будет впрыскиваться в резиновую форму. В обычном инжекторе давление регулируется силой нажатия на сопло.
jewellery.art@mail.ru – 14 сентября, 2017
вакуумный насос на 90л/мин подойдет?
Admin Семен – 14 сентября, 2017
jewellery.art@mail.ru – 14 сентября, 2017
я так понимаю ,технически на качество восковки не как ни повлияет. скорее всего только удобство в работе? или не совсем так?
Admin Семен – 14 сентября, 2017
Если изделие единичное, то не обязательно. Если серия, и нужна уверенность, что все восковки будут одинаково хорошо пролиты, тогда нужен.
jewellery.art@mail.ru – 14 сентября, 2017
выбор стоит между инжекторами D-VWI и D-VWI1. разница в цене существенная! хочется приобрести качественный аппарат с нужными функциями.
Admin Семен – 14 сентября, 2017
Можно взять D-VWI, когда объемы вырастут, докупить автокламп в будущем. С ним будет полная автоматизация, только подавать резиновые формы.
Вопрос
Чем отличается инжектор D-VWI1 за 56 800 р от инжектора инжектор D-VWI за 32 900 р ?
Admin Семен – 1 декабря, 2016
Добрый день. Отличие в наличии контроля давления воздуха. В инжекторе за 32900 он реализован в автоклампе, в этом он расположен справа и панель управления расположена на самом инжекторе.
Семён, года два назад, покупал у Вас вакуумный восковой инжектор D-VWI1, сейчас дошё ход инжектор ввести в эксплуатацию. Пришлите пож. инструкцию на этот инжектор.
Спасибо.
Можно ли подключить автокламп к этому инжектор? Продаётся у вас отдельно автокламп для этого инжектора? Сколько стои?
Admin Семен – 27 ноября, 2016
Игорь, добрый день. В этом инжекторе есть контроль давления воздуха справа и управление давлением находится на самом инжекторе. В автоклампе тоже есть контроль давления воздуха, получается,что у вас будет два контроля воздуха. Самым рациональным будет рассмотреть этот комплект. 
Александр – 21 сентября, 2015
А РАЗНИЦУ МЕЖДУ ВАКУУМНЫМИ ИНЖЕКТОРАМИ МОЖЕТЕ ОБЪЯСНИТЬ ИЛИ ЧТО-ТО ПОСОВЕТОВАТЬ,А ТО ПО ОПИСАНИЮ ОНИ ИДЕНЬТИЧНЫ
Разница между ними только в управлении. Те что подешевле, аналоговое управление, подороже цифровое управление.
Источник
Вакуумный восковой инжектор d vwi инструкция
Сообщений: 11
В друзьях у: 0
Голосов: 0 / 0
Здравствуйте.
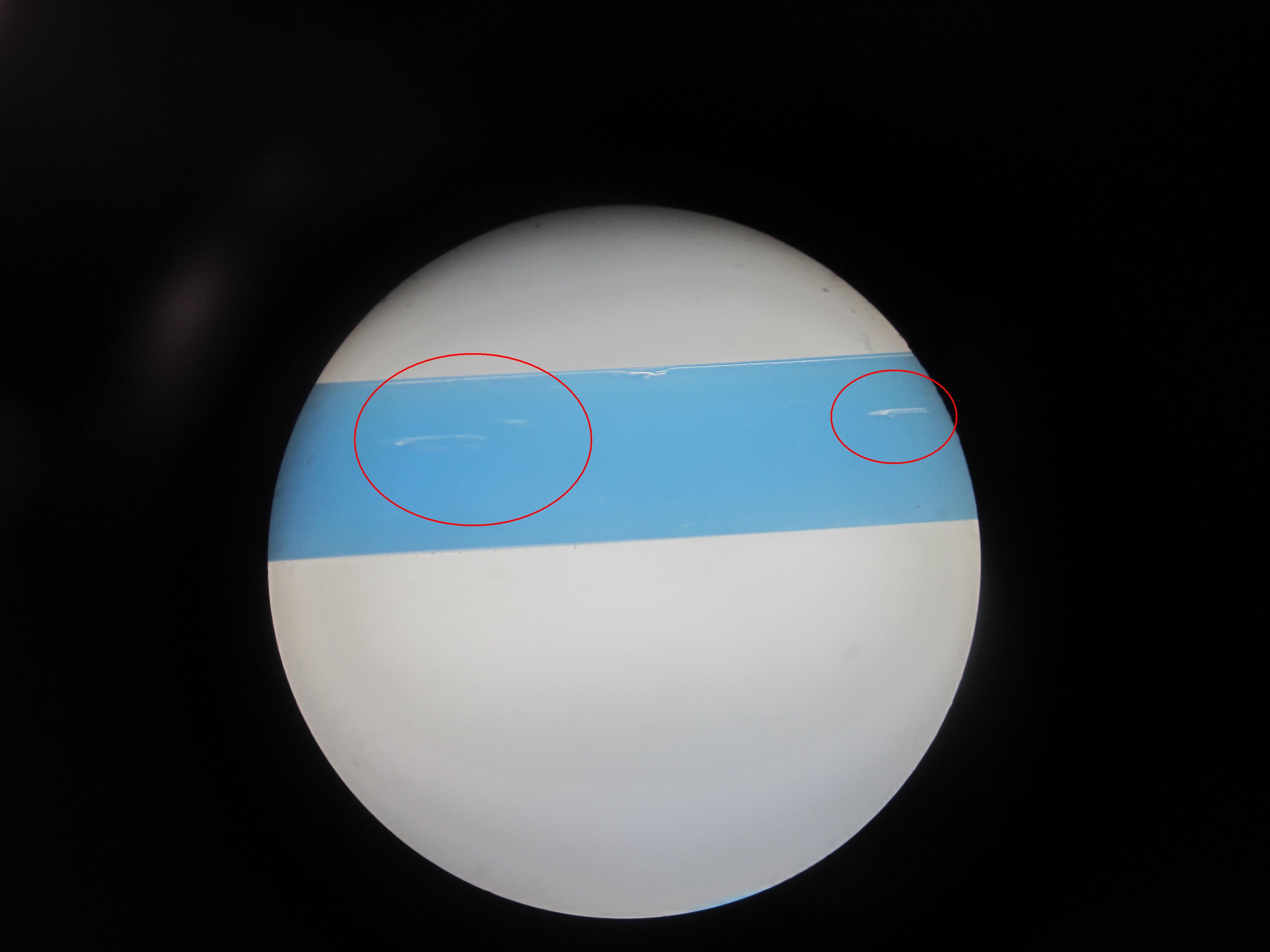
Мне достался по наследству Ясуи с автоклампом, колеги по цеху говорят что год назад на нем работал парень и у него все было хорошо, стабильно делал восковки без пузырей и прочих браков. Но с инжектором что то случилось — говорят раздался какой то стрекот и с тех пор в восковках стабильно появляются пузыри как на фото. Парень с работы ушел пол года назад и контактов с ним нет. Этот инжектор несколько раз отдавали в ремонт, поменяли уплотнители на клапанах, трубки на основных магистралях и ничего не помогает. Перечитал форум с топиками по Ясуи. Некоторые советы от Bazzlа вселяли надежду на удачный исход, но инжектор явно не настроен так легко сдаться. Рад буду всем идеям — и даже пошаговой инструкции «танцев с бубнами» возле инжектора))) 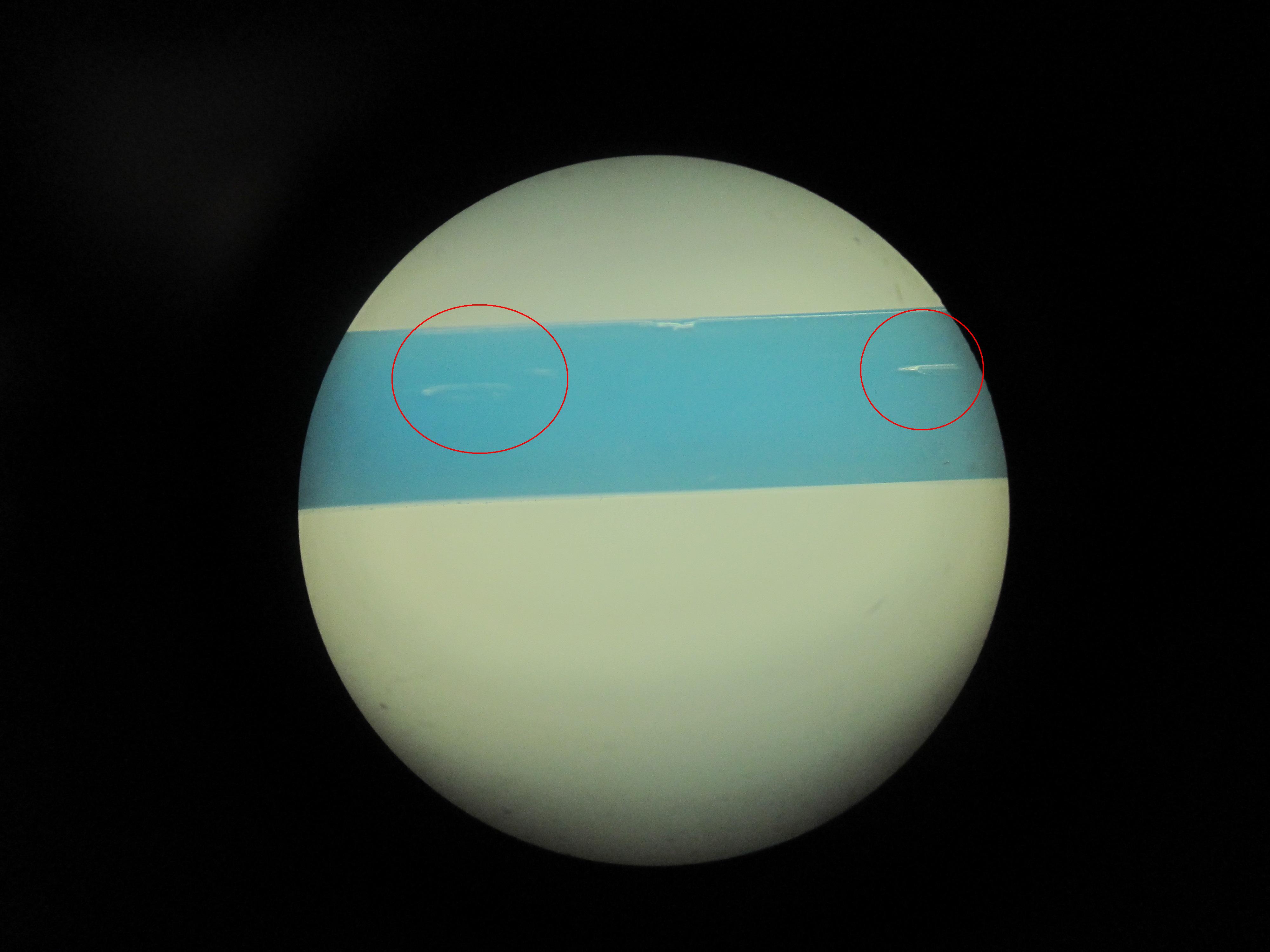

Пользователь
Регистрация: 12.10.2007
Сообщений: 4191
В друзьях у: 5
Голосов: 558 / 43
есть такая идея, чтобы обнаружились какие-нибудь подробности этой неприятности
и чего там на фотках не разбери-поймешь, лучше на словах, с размерами и режимами
| Цитата |
|---|
| (SergeyUA 27.02.2015 14:43:49) |
Пользователь
Регистрация: 16.03.2012
Сообщений: 154
В друзьях у: 2
Голосов: 9 / 4
Пользователь
Регистрация: 29.01.2014
Откуда: Кострома
Сообщений: 808
В друзьях у: 3
Голосов: 96 / 3
Пользователь
Регистрация: 25.11.2014
Сообщений: 11
В друзьях у: 0
Голосов: 0 / 0
Диапазон режимов:
Wax temp 72-75 nozzle temp 70-73
Vacuum 4-10 sec injec 4-6 sec
Clamp 4-7
Hold 4-6
Forward 3-8
Проблема выглядит как еле заметный пузырь (на просвет его не видно), иногда только в микроскоп вижу, растянутый, появляется в разных местах восковки. Например елочка из пяти швенз — может быть на торце двух крайних, может быть сверху первой и третей, может быть на одной и тд. Автокламп по высоте настроен, иногда движется влево-вправо. Вакуум втягивает — давление минус 0.9 атм. Было на пластиковом распределителе, который находится в программаторе, две трещины там куда вкручиваются штуцеры для 3(regulator) 5 (wax tank) — заклеил эпоксидкой. Воск вакуумировал — температура воска 74, время 1 час.
Резинки рабочие — проверенные на вакуумнике Райз.
Попалось где то видео на котором резинки ставили в алюминиевую форму, она полностью повторяет контур резинки но по высоте где то 2\3 от высоты резинки. При давлении автоклампа стык двух половинок резинки уперается в стенки формы и не открывается. Кто нибудь пользовался подобной технологией?
Пользователь
Регистрация: 25.11.2014
Сообщений: 11
В друзьях у: 0
Голосов: 0 / 0
Пользователь
Регистрация: 12.10.2007
Сообщений: 4191
В друзьях у: 5
Голосов: 558 / 43
| Цитата |
|---|
| (SergeyUA 27.02.2015 19:19:20) Press1 4-7 Press 20-6 |
это что? номера кнопок или атмосферы с секундами? там установки могут быть и отличными от заводских, которые по умолчанию. там это предусмотрено
Пользователь
Регистрация: 26.06.2014
Сообщений: 55
В друзьях у: 0
Голосов: 4 / 0
Я не спец по воскоффкам.
Тем не менее.
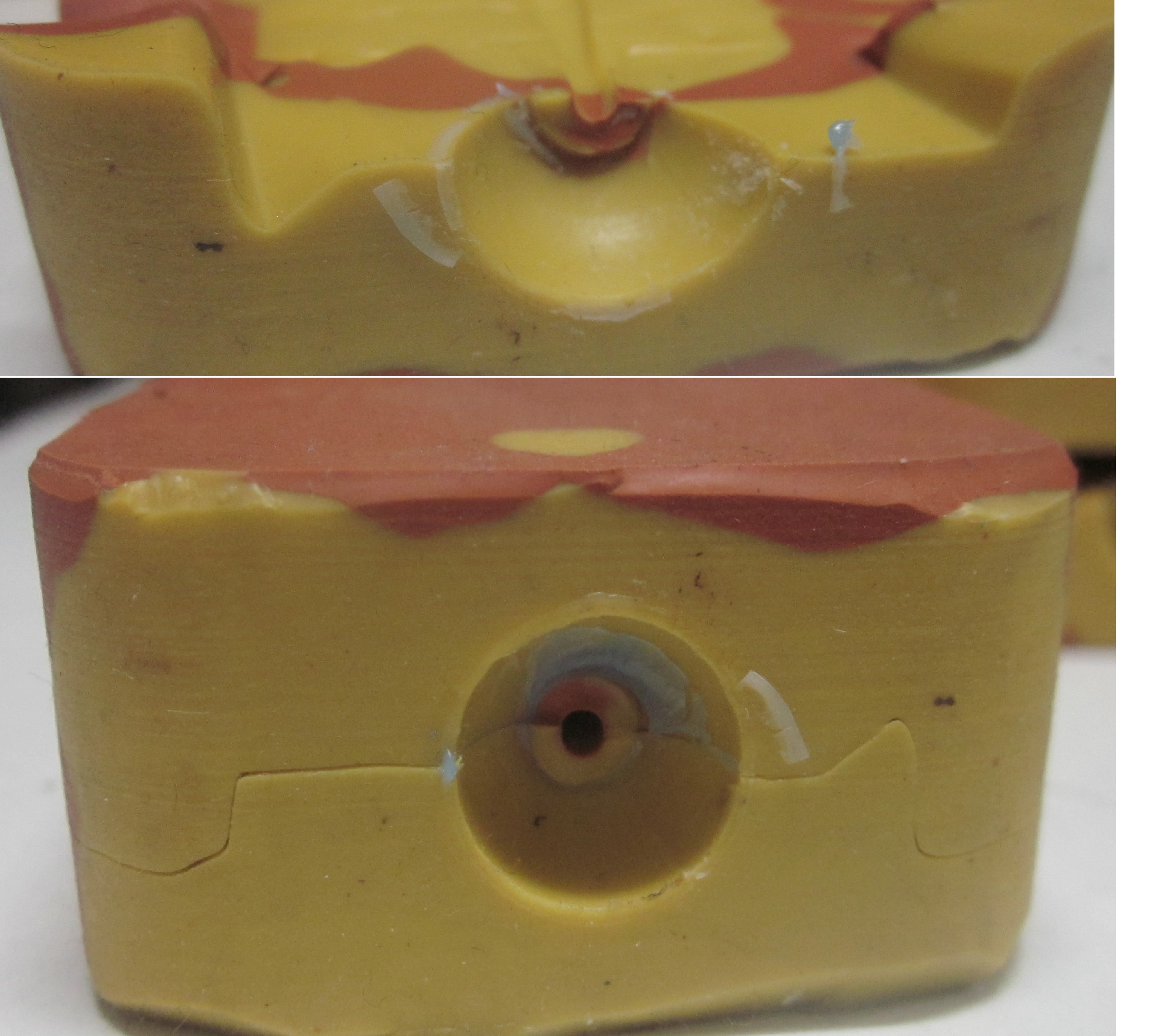
1. Резинка должна быть сделана так, чтобы воздух между сомкнутыми половинками не попадал туда.
Т.е., насколько я знаю, для обычных инжекторов в резинках делаются прорезы для выхода воздуха.
В резинках для вакуумного инжектора таких прорезов быть не должно иначе туда будет попадать воздух при вакуумировании.
2. Носик инжектора должен плотно прилегать к резинке и полностью соответствовать по форме. Чтобы, опять таки, всё там было герметично.
3. Ясуи в инструкции при возникновении пузырей в восковках рекомендуют предварительное плавление воска. Возможно, с целью удаления воздуха и избыточной влаги.
вот тут описано https://romanoff.com/store/pdf/yasui/dvwiSeries.pdf
Страницы 16-19. Как я вижу, воск нагревается до более высокой температуры (90 С) и выдерживается 2 часа.
4. Также есть рекомендации удалять воздух из воска посредством его нагрева до повышенной температуры и вакуумирования в течение 2-3 минут. Это можно делать как в инжекторе (подключив шланг подачи воздуха от инжектора к вакуумному насосу), так и отдельно (в кастрюле под вакуумным колпаком).
Подробности тут
http://www.unitedpmr.com/method_for_removing_bubbles_from_wax_injector_pots.php
5. Внутри инжектора проверьте все соединения, чтобы не пропускали воздух.
Пользователь
Регистрация: 12.10.2007
Сообщений: 4191
В друзьях у: 5
Голосов: 558 / 43
| Цитата |
|---|
| (владлен 27.02.2015 16:46:09) Важно хорошее совпадение формы носика клапана и воронки прессформы. |
Пользователь
Регистрация: 25.11.2014
Сообщений: 11
В друзьях у: 0
Голосов: 0 / 0
press1 (давление первого инжектирования) — от 4 (0,9 бар) до 7 (1,2 бар)
press2 (давление второго инжектирования) — от 0 (0,5 бар) до 6 (1,1 бар)
time 0.2 сек
Пробовал делать с одним инжектированием и с двумя, регулировал в зависимости от проливаемости изделия. Например — пресс 1 настраивал сначала от 0,9бар и доходил до 1,4бар чтобы все швензы полностью проливались, тогда уменьшал пресс 1 до 1 бар и включал второе инжектирование пресс 2 0,9 бар и тайм между инжектированиями ставил 0,2 сек и они тоже полностью проливались. Делал это для того чтобы воск меньше насыщался воздухом.
Воск в резервуаре вакуумировал так:
1 нагрел воск до 74, отключил вакуумный инжектор
2 перевел верхний кран в горизонтальное положение
3 появилось избыточное давление в вакуумной камере
4 открыл кран вакуумной камеры и слил масло с воском
5 закрыл кран
6 нажал на пульте управления звездочку и Ентер, давление в обоих камерах атмосферное.
7 перевел верхний кран в положение по диагонали и включаем вакуумный компрессор
8 давление в обоих камерах минус 0.9 где то, жду 1 час.
Пузырь иногда вскрытый поверхностный, но чаще прикрытый очень тонкой пленочкой подповерхностный. После проливки в металле образуются раковины по форме этих пузырей. Поэтому нельзя «хрен с ним».
Попробую воск нагреть до более высокой температуры (90 С) и выдержать 2 часа и разобраться с носиком. Носик на Ясуи в виде полусферы, грубовато обработан, а при запекании резинок закладывается заготовка по форме носика т.е. носик и резинка вроде должны хорошо совпадать. Может грубая обработка носика инжектора дает возможность для подсасывания воздуха?
Источник